��݆�l늙C�M���{ԇ��ԇ�\�Еr�����^�L���\�к��������|�Ć��}����݆�l늙C�ܷ����S�i����͕��a����ͬ�̶ȵ�ĥ�p���g϶׃�������݆�l늙C�ܷ��ߓp���l����©����أ��O��������˙C�M�ľS�o���z�����������C�M�İ�ȫ�\��Ҳ����˲���Ӱ푡���횼��r�����M���ޏ͡�
�����ܷ����S�iĥ�p��ͬ�������S�i�p����������һ����S�i�p��ֻ���S�i������F�������������ϲ۵ȣ����ی����^խ���ׂ�mm������߅������ã����ܷ����S�iĥ�p�t������30mm�Č��棬���a��������ĥ�p��Ȳ�һ��ĥ�p��r���s����߅�����x���^�h���������ܷ�λ�ã��ޏ;��Ⱥ❍�Ⱥ���Ҫ����һ�z�����Ӵ��a������ʹ�\��Ч������ۿۡ��@һ��Ҫ��λ���ޏͣ������õļ��g��ˇ���ˆTˮƽ�����g��Ҫ��O�ߡ�
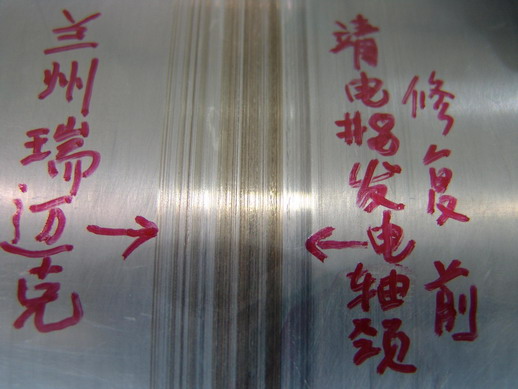
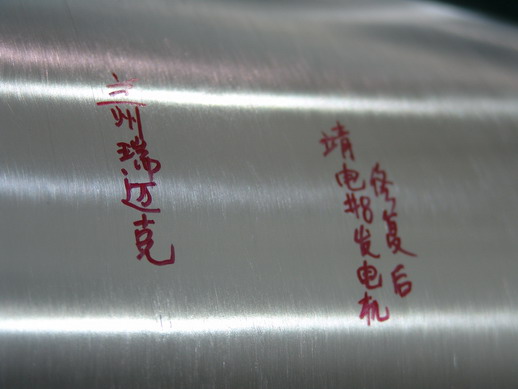
������݆�C�l늙C�D���S�i�ޏ͵�һЩ���g���Ѳ��ܝM���ܷ����S�iĥ�p�ޏ͵�Ҫ�����ھ���܇�����ޏͺ����ǘ��ߣ����܇����Ӱ푏��ȣ������D�ӈ�U�����Q�顰�Ԛ�+�Ԛ��������ѱ�늏S�����ᇊͿ���g���ڟ�ݔ����̫���m���ڴˑ��ã��ˢ僼��g�����~�Ͻ�僌��c���w�Y�Ϗ��Ȳ��ߡ���ĥ�������ޣ������ڸ����g�l����̫������ĸ�Ľ���M�����Cе����׃��ʹ늏S��Ըð�U�Lԇ���NƬ����������ˇҲ���ڽY�����͡���Ч�͡��❍�ȵͱ���늻��e�Ѻ������������gҲ�����ٶ�̫�������c̫�ࡢ�ܷ�̫���_�����A��Ч�����ҹ�˾�������ܷ����S�i�ޏ��亸���g���a���c���w��ұ��Y�ϣ��Y�Ϗ��ȘO�ߣ�����Ƥ����Ó�䣬�ٶȿ�, ���Ⱥã��❍�ȸߣ�����݆�l늙C�ܷ����S�iĥ�p�ޏ���ü��g���ў�ʮ��늏S�F�����ٽ�Q����}�Լ��������g�ޏ�Ч�������������
������Ƭ